免費建立商鋪,與百萬浙商做生意!
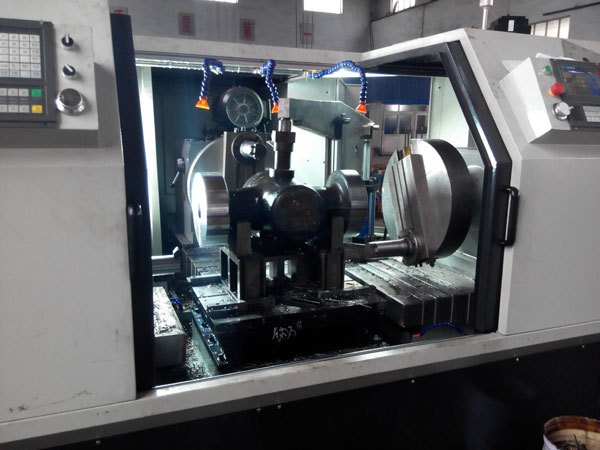
閥門雙面機床依靠大量的機械、電氣、電子、液壓、氣動裝置來實現運動和循環,由傳動裝置、動力裝置、執行機構、輔助機構和控制系統聯合在一起,形成統一的工藝綜合體。它包括以下幾部分: 1、閥門雙面機床支承及定位部分連接機床上各部分并使刀具與工件保持正確的相對位置。床身、主軸箱,支架等屬支承部件;導軌、卡盤、滑塊、刀具和夾具的定位元件屬定位部分。 2、閥門雙面機床運動部分為加工過程提供所所需的切削運動和進給運動。包括主運動傳動系統、進給傳動系統以及液壓進給系統等,以保證工藝參數所需的切削速度、進給量的實現。如車床主軸箱內主傳動系統帶動主軸實現運動,進給箱內進給系統的運動給卡盤從而帶動滑塊帶動刀架運動。 3、閥門雙面機床動力部分即加工過程和輔助過程的動力源,如帶動機械部分運動的電動機床和為液壓、潤滑系統工作提供能源的液壓泵等。在閥門數控機床上加工零件,工序可以比較集中,一次裝夾應盡可能完成全部工序。數控加工要求工序盡可能集中。常常粗,精加工在一次裝夾下完成,為減少熱變形和切削力變形對工件的形狀,位置精度,尺寸精度和表面粗糙度的影響,應將粗,精加工分開進行。對軸類或盤類零件,將各處先粗加工,留少量余量精加工,來保證表面質量要求。同時,對一些箱體工件,為保證孔的加工精度,應先加工表面而后加工孔。 數控加工中,為減少換刀次數,節省換刀時間,應將需用同一把刀加工的加工部位全部完成后,再換另一把刀來加工其它部位。同時應盡量減少空行程,用同一把刀加工工件的多個部位時,應以短的路線到達各加工部位。 hbyc982